



为了给您提供更的45号绗磨管16mn钢管好产品不怕比产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:45号绗磨管16mn钢管好产品不怕比的图文介绍
新策钢管有限公司资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 重庆镗管生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 重庆镗管企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 重庆镗管产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。



镗光无缝钢管(珩磨管)型号分为:20#绗磨管,45#绗磨管,20号绗磨管,45号绗磨管山东顺泽金属制品有限公司的滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。




我公司有大量绗磨管、气缸管、油缸管、航模管、厚壁绗磨管、不锈钢绗磨管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。
主要生产经营各种规格的冷拔管、无缝钢管、珩磨管,绗磨管、航磨管、衍磨管、航模管、研磨管、油缸管)、油缸筒、油缸钢管、油缸缸筒、气缸钢管、缸体及总成。汽缸、活塞杆(镀铬棒、镀铬活塞杆、精密细长轴)、齿轮泵、多路阀、锯条、锯床等多种产品。广泛应用于液压油缸、气缸、液压机械、工程机械、石油机械、农业机械、灌装机械、矿山机械等领域。
本厂坚持以质量良好,以服务求誉。
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹


一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
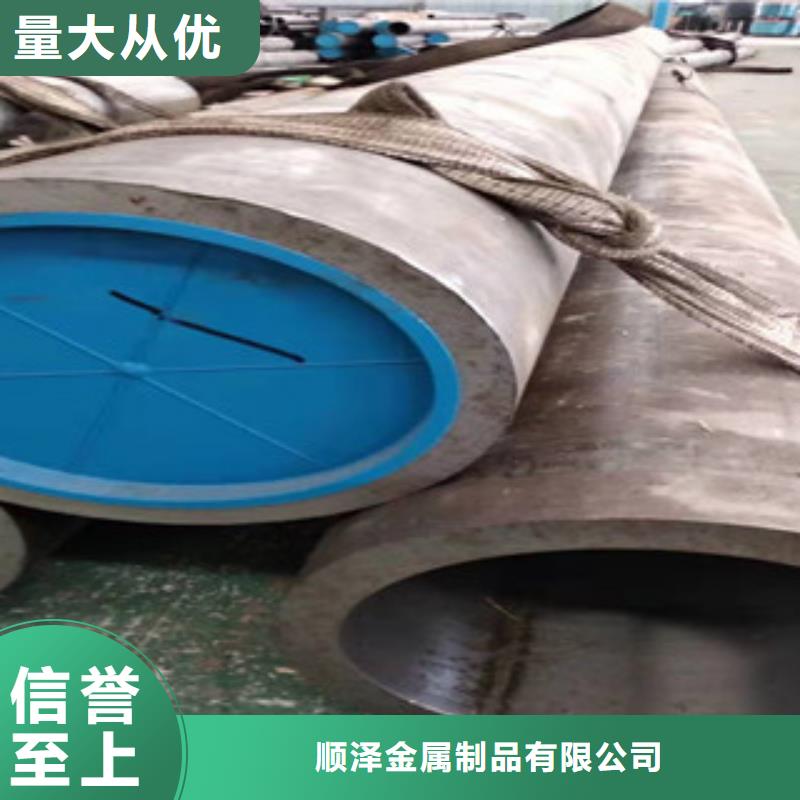
大口径厚壁绗磨管
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
大口径厚壁绗磨管



